
技術紹介/実績紹介
-

- KEYENCE製3Dスキャナ型三次元測定機(VL-800)導入のお知らせ!
- <h2 start="162" end="203">KEYENCE製3Dスキャナ型三次元測定機(VL-800)導入のお知らせ</h2> <p start="204" end="233">~リバースエンジニアリングによる新しいものづくりへの挑戦~</p> <p start="235" end="456">株式会社MST Holdingsでは、このたび <strong start="259" end="292">KEYENCE製3Dスキャナ型三次元測定機(VL-800)</strong> を導入いたしました。<br start="303" end="306"> これにより、従来の測定機では困難だった <strong start="326" end="359">リバースエンジニアリング(現物からの3Dデータ化・図面化)</strong> に対応できる体制を整えました。<br start="375" end="378"> 現物から直接3DCADデータを作成することで、図面のない部品や廃番製品、旧車パーツなどの再製作・設計変更がよりスピーディかつ高精度に行えるようになりました。</p> <hr start="458" end="461"> <h3 start="463" end="489">■ 高精度3Dスキャンによる形状データの取得</h3> <p start="491" end="711">KEYENCE VL-800は、非接触で対象物の形状を3Dスキャンできる最新の三次元測定機です。<br start="539" end="542"> 数百万点の測定データを瞬時に取得し、微細な凹凸や複雑な形状も正確に再現することが可能です。<br start="587" end="590"> これにより、従来の手作業による採寸では難しかった部品や曲面形状も、<strong start="623" end="644">高精度な3Dデータとしてデジタル化</strong>することができます。<br start="654" end="657"> 取得したデータはCAD形式(STL、STEP等)で出力でき、設計や解析、再製作など幅広い工程で活用可能です。</p> <hr start="713" end="716"> <h3 start="718" end="738">■ 図面がない部品でも正確に再現</h3> <p start="740" end="921">リバースエンジニアリングの大きな特長は、<strong start="760" end="790">図面が存在しない現物からでも設計データを再現できる点</strong>です。<br start="793" end="796"> 古い機械部品、廃番パーツ、修理用金具など、図面が残っていない部品でも、現物さえあれば3Dスキャンによって正確に形状をデータ化し、再設計や加工が可能になります。<br start="875" end="878"> また、測定データを基に形状比較や寸法検証も行えるため、製品の品質確認にも活用できます。</p> <hr start="923" end="926"> <h3 start="928" end="950">■ リバースエンジニアリングの活用例</h3> <ol start="952" end="1234"> <li start="952" end="1024"> <p start="955" end="1024"><strong start="955" end="972">旧車やバイクパーツの再製作</strong><br start="972" end="975"> 製造終了した部品をスキャンし、再現や改良を行うことで、互換性のある部品製作が可能になります。</p> </li> <li start="1026" end="1091"> <p start="1029" end="1091"><strong start="1029" end="1042">ワンオフ部品の製作</strong><br start="1042" end="1045"> 既存製品をベースに形状変更や強度改良を加えたオリジナルパーツの開発にも対応いたします。</p> </li> <li start="1093" end="1158"> <p start="1096" end="1158"><strong start="1096" end="1113">金属・樹脂部品の測定・解析</strong><br start="1113" end="1116"> 溶接品や鋳造品などの寸法精度を非接触で確認し、図面化や品質検査に活用できます。</p> </li> <li start="1160" end="1234"> <p start="1163" end="1234"><strong start="1163" end="1181">試作・設計データのデジタル化</strong><br start="1181" end="1184"> 手作業で製作したモデルや試作品をスキャンし、3DCADデータとして保存・再利用することができます。</p> </li> </ol> <hr start="1236" end="1239"> <h3 start="1241" end="1263">■ 三次元測定から製品化まで一貫対応</h3> <p start="1265" end="1431">MST Holdingsでは、リバースエンジニアリングによって得られた3Dデータをもとに、<strong start="1310" end="1331">設計・加工・溶接・組立まで一貫対応</strong>しております。<br start="1338" end="1341"> 自社内に各種溶接設備と技術スタッフを有しており、データ化から実際の製品製作までスムーズに進めることが可能です。<br start="1396" end="1399"> これにより、従来よりも短納期で精度の高い製品づくりを実現します。</p> <hr start="1433" end="1436"> <h3 start="1438" end="1462">■ 新しい技術で広がるものづくりの可能性</h3> <p start="1464" end="1629">リバースエンジニアリングは、単に現物を再現するだけの技術ではありません。<br start="1500" end="1503"> 現物の構造を解析・可視化することで、新たな設計アイデアや改善点を見出し、<strong start="1539" end="1559">より高品質で高付加価値な製品開発</strong>を可能にします。<br start="1567" end="1570"> MST Holdingsは、この新しい技術を活かして、より多くのお客様に新たなものづくりの選択肢を提供してまいります。</p> <hr start="1631" end="1634"> <h3 start="1636" end="1670">■ 図面化・3Dスキャンのご相談はMST Holdingsへ</h3> <p start="1672" end="1822">「古い部品を図面化したい」「現物から同じ形のパーツを作りたい」「リバースエンジニアリングを活用したい」など、<br start="1726" end="1729"> 3Dスキャンやデータ化に関するご相談は、ぜひ株式会社MST Holdingsまでお問い合わせください。<br start="1780" end="1783"> KEYENCE製三次元測定機と確かな加工技術で、お客様の課題を解決いたします。</p> <hr start="1824" end="1827"> <p start="1829" end="2006">📍 <strong start="1832" end="1852">株式会社MST Holdings</strong><br start="1852" end="1855"> 〒596-0001 大阪府岸和田市田治米町37番1<br start="1880" end="1883"> 📞 TEL:072-425-6913<br start="1902" end="1905"> 🕗 営業時間:8:00~17:00(祝日も営業)<br start="1930" end="1933"> 🔗 <a start="1936" end="2006" rel="noopener" target="_new">https://www.mstweldingfactory.com<svg width="20" height="20" viewBox="0 0 20 20" fill="currentColor" xmlns="http://www.w3.org/2000/svg" data-rtl-flip="" class="block h-[0.75em] w-[0.75em] stroke-current stroke-[0.75]"><path d="M14.3349 13.3301V6.60645L5.47065 15.4707C5.21095 15.7304 4.78895 15.7304 4.52925 15.4707C4.26955 15.211 4.26955 14.789 4.52925 14.5293L13.3935 5.66504H6.66011C6.29284 5.66504 5.99507 5.36727 5.99507 5C5.99507 4.63273 6.29284 4.33496 6.66011 4.33496H14.9999L15.1337 4.34863C15.4369 4.41057 15.665 4.67857 15.665 5V13.3301C15.6649 13.6973 15.3672 13.9951 14.9999 13.9951C14.6327 13.9951 14.335 13.6973 14.3349 13.3301Z"></path></svg></a></p> <hr start="2008" end="2011"> <p start="2013" end="2141"><br start="2025" end="2028"> リバースエンジニアリング / 3Dスキャン / 三次元測定 / 図面化 / KEYENCE VL-800 / ワンオフ部品 / 旧車パーツ / 3DCAD化 / 現物測定 / 製品開発 / 株式会社MST Holdings</p>
-

- 【マグネシウムのTIG溶接加工なら株式会社MST Holdingsへ】
- <h2 start="155" end="193">【マグネシウムのTIG溶接加工なら株式会社MST Holdingsへ】</h2> <p start="195" end="327">今回は、マグネシウム製の試作品のTIG溶接加工をさせていただきました😊✨<br start="232" end="235"> お客様はマグネシウムの溶接をしてくれる会社を探してもなかなか見つからず、最終的に知り合いの溶接会社様から弊社「株式会社MST Holdings」をご紹介いただいたとのことでした☺️</p> <p start="329" end="526">マグネシウムは軽量で強度の高い金属として注目されていますが、<strong start="359" end="380">燃焼性が高く溶接が非常に難しい素材</strong>でもあります。アルミやステンレスのように一般的に取り扱われることが少ないため、対応できる業者が限られているのが現状です。<br start="440" end="443"> 弊社ではアルミ・ステンレス・真鍮・銅などの非鉄金属溶接に加え、<strong start="474" end="492">マグネシウムのTIG溶接加工</strong>にも対応しており、試作・補修・一品製作など幅広く行っています🫡</p> <hr start="528" end="531"> <h3 start="533" end="550">■ マグネシウムとは?</h3> <p start="551" end="711">マグネシウムは金属の中でも特に軽量で、<strong start="570" end="581">比重は約1.7</strong>。<br start="582" end="585"> アルミニウムの比重2.7と比べても非常に軽く、構造材として使うことで製品の軽量化に大きく貢献します。<br start="635" end="638"> さらに、軽いだけでなく<strong start="649" end="671">引っ張り強度が高く剛性にも優れている</strong>ため、航空機、自動車、スポーツ用品、精密機器などの分野で採用が進んでいます。</p> <p start="713" end="884">ただし、<strong start="717" end="743">マグネシウムは溶接時に発火の危険性がある金属</strong>です🔥<br start="747" end="750"> TIG溶接を行う際には温度管理と雰囲気制御が非常に重要で、わずかな不注意が火災につながる恐れがあります。<br start="802" end="805"> そのため弊社では、経験豊富な溶接技術者が安全対策を徹底し、<strong start="834" end="866">材料の切断・穴あけ・溶接・歪取り・ランダムサンダー仕上げ</strong>までを一貫して慎重に行いました。</p> <hr start="886" end="889"> <h3 start="891" end="910">■ 試作品製作でのポイント</h3> <p start="911" end="1122">今回のご依頼では、中国から輸入された貴重な試作用のマグネシウム素材を使用。<br start="948" end="951"> 一度のミスが製品ロスに直結するため、<strong start="969" end="986">溶接条件の検証と入念な準備</strong>を行った上で加工を進めました。<br start="1001" end="1004"> マグネシウムは熱伝導率が高く、溶接熱が広がりやすいので、熱歪みを最小限に抑える技術が必要です。<br start="1051" end="1054"> 弊社では試作・研究開発向けの一点物から量産立ち上げ前の試験加工まで、<strong start="1088" end="1112">精度と仕上がり重視のマグネシウム溶接加工</strong>を行っています。</p> <hr start="1124" end="1127"> <h3 start="1129" end="1156">■ 株式会社MST Holdingsの強み</h3> <ul start="1157" end="1305"> <li start="1157" end="1196"> <p start="1159" end="1196"><strong start="1159" end="1175">非鉄金属の溶接加工に特化</strong>(アルミ・マグネシウム・真鍮・銅など)</p> </li> <li start="1197" end="1232"> <p start="1199" end="1232"><strong start="1199" end="1221">TIG溶接(アルゴン溶接)専門技術者</strong>による高品質仕上げ</p> </li> <li start="1233" end="1261"> <p start="1235" end="1261"><strong start="1235" end="1251">大阪府岸和田市の本社工場</strong>にて一貫加工対応</p> </li> <li start="1262" end="1281"> <p start="1264" end="1281">出張溶接や現地工事にも柔軟対応</p> </li> <li start="1282" end="1305"> <p start="1284" end="1305">試作、補修、ワンオフパーツ製作にも対応</p> </li> </ul> <p start="1307" end="1400">アルミやステンレスの溶接はもちろん、マグネシウムなど特殊金属の加工もお任せください。<br start="1349" end="1352"> 「他社では断られた」「対応できる業者が見つからない」そんなお悩みにも弊社が対応いたします💪</p> <hr start="1402" end="1405"> <h3 start="1407" end="1418">■ まとめ</h3> <p start="1419" end="1592">マグネシウムは軽量・高強度で魅力的な金属ですが、加工や溶接には専門知識と高度な技術が求められます。<br start="1468" end="1471"> 株式会社MST Holdingsでは、これまで数多くのマグネシウム・アルミ溶接を手掛けてきた実績をもとに、安全かつ精密なTIG溶接加工を提供しています。<br start="1547" end="1550"> マグネシウムの試作・補修・部品製作などでお困りの方は、ぜひ一度ご相談ください😊</p> <hr start="1594" end="1597"> <p start="1599" end="1796">📞 <strong start="1602" end="1613">お問い合わせ先</strong><br start="1613" end="1616"> <strong start="1616" end="1653">株式会社 MST Holdings(エムエスティホールディングス)</strong><br start="1653" end="1656"> 大阪府岸和田市田治米町37番1<br start="1671" end="1674"> TEL:072-425-6913<br start="1690" end="1693"> 営業時間:8:00〜17:00(祝日も営業)<br start="1715" end="1718"> 公式サイト:<a start="1724" end="1794" rel="noopener" target="_new">https://www.mstweldingfactory.com<svg width="20" height="20" viewBox="0 0 20 20" fill="currentColor" xmlns="http://www.w3.org/2000/svg" data-rtl-flip="" class="block h-[0.75em] w-[0.75em] stroke-current stroke-[0.75]"><path d="M14.3349 13.3301V6.60645L5.47065 15.4707C5.21095 15.7304 4.78895 15.7304 4.52925 15.4707C4.26955 15.211 4.26955 14.789 4.52925 14.5293L13.3935 5.66504H6.66011C6.29284 5.66504 5.99507 5.36727 5.99507 5C5.99507 4.63273 6.29284 4.33496 6.66011 4.33496H14.9999L15.1337 4.34863C15.4369 4.41057 15.665 4.67857 15.665 5V13.3301C15.6649 13.6973 15.3672 13.9951 14.9999 13.9951C14.6327 13.9951 14.335 13.6973 14.3349 13.3301Z"></path></svg></a></p> <hr start="1798" end="1801"> <p start="1803" end="1875">#マグネシウム溶接 #TIG溶接 #軽量金属 #マグネシウム加工 #アルミ溶接 #大阪 #試作 #非鉄金属 #株式会社MSTHoldings</p>
-
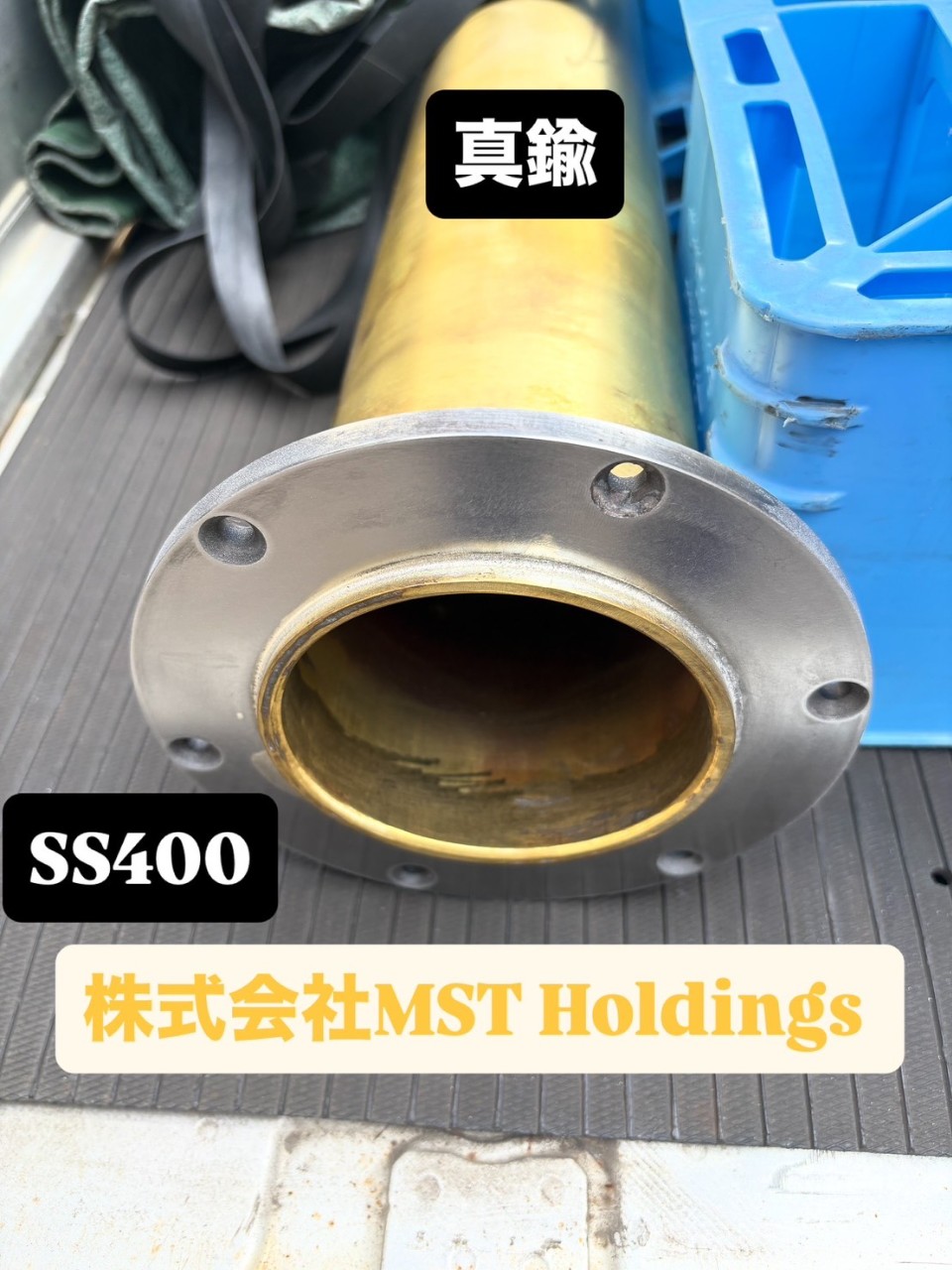
- 異種金属の溶接加工ならMST Holdingsへ|真鍮×SS400の事例紹介
- <h1 start="114" end="154">異種金属の溶接加工ならMST Holdingsへ|真鍮×SS400の事例紹介</h1><h1 start="114" end="154"><div> <p start="156" end="293">金属加工の現場では、同じ材質同士の溶接だけでなく、**異なる金属同士を接合する「異種金属の溶接」**が求められるケースが数多く存在します。特に装置製造や試作開発の分野では、構造上どうしても異種金属を組み合わせなければならないことがあり、そこに高い技術力が必要となります。</p> <p start="295" end="428">株式会社MST Holdingsでは、<strong start="314" end="345">アルミ・ステンレス・真鍮・銅・チタンなどの特殊金属溶接</strong>を得意としており、他社で断られるような難易度の高い異種金属溶接も対応可能です。今回はその中から「真鍮とSS400(一般構造用圧延鋼材)の溶接事例」をご紹介します。</p> <hr start="430" end="433"> </div></h1><h2 start="435" end="452">◆今回のご依頼内容と施工概要</h2><h1 start="114" end="154"> <p start="453" end="593">お客様からのご依頼は、<strong start="464" end="490">真鍮とSS400を組み合わせた部材の溶接加工</strong>でした。真鍮は加工性が高い一方で、溶接が難しい金属として知られています。特に鉄(SS400)との組み合わせは、熱膨張率や融点の違いにより割れや剥離が起こりやすいため、確実な接合には熟練の技術が必要です。</p> <p start="595" end="627">今回の施工では、銀ロウを使用し以下の手順で加工を行いました。</p> <ol start="629" end="883"> <li start="629" end="709"> <p start="632" end="709"><strong start="632" end="642">母材の前処理</strong><br start="642" end="645"> 油分や酸化皮膜を徹底的に除去し、接合部のクリーニングを実施。異種金属溶接では前処理の精度が仕上がりを大きく左右します。</p> </li> <li start="711" end="798"> <p start="714" end="798"><strong start="714" end="726">銀ロウによる接合</strong><br start="726" end="729"> 銀ロウは優れた流動性と強固な接合力を持ち、異種金属同士を確実に接合できます。温度管理を細かく行い、強度と見た目を両立させました。</p> </li> <li start="800" end="883"> <p start="803" end="883"><strong start="803" end="815">酸洗と研磨仕上げ</strong><br start="815" end="818"> ロウ付け後に酸洗を行い、酸化スケールやフラックスを除去。さらに研磨を施すことで美観を高め、耐久性の向上にもつなげました。</p> </li> </ol> <p start="885" end="929">完成後の仕上がりは高い強度と美しい接合面を実現し、お客様にも大変満足いただけました。</p> <hr start="931" end="934"> </h1><h2 start="936" end="952">◆異種金属溶接が難しい理由</h2><h1 start="114" end="154"> <p start="953" end="1000">異種金属の溶接は、同材質の溶接に比べて難易度が格段に上がります。その理由は以下の通りです。</p> <ul start="1002" end="1204"> <li start="1002" end="1070"> <p start="1004" end="1070"><strong start="1004" end="1013">融点の違い</strong><br start="1013" end="1016"> 真鍮と鉄では融点が大きく異なり、片方が溶けすぎたり、逆に溶け込み不足になったりするリスクがあります。</p> </li> <li start="1072" end="1126"> <p start="1074" end="1126"><strong start="1074" end="1084">熱膨張率の差</strong><br start="1084" end="1087"> 加熱や冷却の際に膨張・収縮率が違うため、歪みやクラックが発生しやすい。</p> </li> <li start="1128" end="1204"> <p start="1130" end="1204"><strong start="1130" end="1140">電食のリスク</strong><br start="1140" end="1143"> 異なる金属が接触すると、環境によっては電食(ガルバニック腐食)が起こり、強度や耐久性に影響を与えることがあります。</p> </li> </ul> <p start="1206" end="1268">こうした課題をクリアするには、材料特性に応じたロウ材の選定、適切な溶接条件、そして仕上げ工程での防食処理が欠かせません。</p> <hr start="1270" end="1273"> </h1><h2 start="1275" end="1294">◆MST Holdingsの強み</h2><h1 start="114" end="154"> <p start="1295" end="1455">株式会社MST Holdingsでは、一般的な鉄やステンレス溶接に加えて、<strong start="1332" end="1366">アルミ・銅・真鍮・マグネシウム・ハステロイなど色物金属の溶接</strong>に豊富な実績があります。さらに、<strong start="1382" end="1401">JIS規格の溶接資格を持つ職人</strong>が在籍しているため、製缶品や精密機械部品など、精度と信頼性が求められる加工も安心してお任せいただけます。</p> <p start="1457" end="1580">特に「異種金属の溶接加工」は他社で断られるケースも多い分野ですが、MST Holdingsではこれを得意分野のひとつとして位置づけています。お客様からも「困った時はMSTにお願いすれば安心」との声をいただいており、リピーター様も増えています。</p> <hr start="1582" end="1585"> </h1><h2 start="1587" end="1615">◆まとめ|異種金属溶接はMST Holdingsへ</h2><h1 start="114" end="154"> <p start="1616" end="1711">今回ご紹介した「真鍮とSS400の溶接加工」のように、異種金属を組み合わせる案件は装置製造や試作開発の現場で少なくありません。しかし、その難易度の高さから対応できる業者は限られています。</p> <p start="1713" end="1773">MST Holdingsでは、<strong start="1728" end="1752">銀ロウ溶接・TIG溶接・各種特殊溶接技術</strong>を駆使し、異種金属の課題を解決します。</p> <ul start="1775" end="1819"> <li start="1775" end="1783"> <p start="1777" end="1783">真鍮×鉄</p> </li> <li start="1784" end="1795"> <p start="1786" end="1795">銅×ステンレス</p> </li> <li start="1796" end="1805"> <p start="1798" end="1805">アルミ×銅</p> </li> <li start="1806" end="1819"> <p start="1808" end="1819">チタン×ステンレス</p> </li> </ul> <p start="1821" end="1844">といった組み合わせにも柔軟に対応可能です。</p> <p start="1846" end="1921">異種金属の溶接加工でお困りの際は、ぜひ株式会社MST Holdingsにご相談ください。確かな技術力と豊富な実績で、お客様のご要望にお応えします。</p> <hr start="1923" end="1926"> </h1><h2 start="1928" end="1939">◆お問い合わせ先</h2><h1 start="114" end="154"><p start="1940" end="2005"><strong start="1940" end="1960">株式会社MST Holdings</strong><br start="1960" end="1963"> 本社工場:大阪府岸和田市田治米町37番1<br start="1983" end="1986"> 和泉工場:大阪府和泉市浦田町402</p> <p start="2007" end="2166">📞 岸和田工場TEL:072-425-6913<br start="2031" end="2034"> 📱 携帯直通:090-5908-6091<br start="2055" end="2058"> ⏰ 営業時間:8:00~17:00(祝日も営業)<br start="2082" end="2085"> 🌐 公式サイト:<a start="2094" end="2164" rel="noopener" target="_new">https://www.mstweldingfactory.com<svg width="20" height="20" viewBox="0 0 20 20" fill="currentColor" xmlns="http://www.w3.org/2000/svg" data-rtl-flip="" class="block h-[0.75em] w-[0.75em] stroke-current stroke-[0.75]"><path d="M14.3349 13.3301V6.60645L5.47065 15.4707C5.21095 15.7304 4.78895 15.7304 4.52925 15.4707C4.26955 15.211 4.26955 14.789 4.52925 14.5293L13.3935 5.66504H6.66011C6.29284 5.66504 5.99507 5.36727 5.99507 5C5.99507 4.63273 6.29284 4.33496 6.66011 4.33496H14.9999L15.1337 4.34863C15.4369 4.41057 15.665 4.67857 15.665 5V13.3301C15.6649 13.6973 15.3672 13.9951 14.9999 13.9951C14.6327 13.9951 14.335 13.6973 14.3349 13.3301Z"></path></svg></a></p><p start="2007" end="2166"><a start="2094" end="2164" rel="noopener" target="_new">#株式会社MSTHoldings #アルミ溶接 #真鍮 #SS400 #異種金属溶接 #銀ロウ #色物 <br></a></p> <br></h1><h1 start="132" end="172"><p start="2007" end="2166"><a start="2094" end="2164" rel="noopener" target="_new"><svg width="20" height="20" viewBox="0 0 20 20" fill="currentColor" xmlns="http://www.w3.org/2000/svg" data-rtl-flip="" class="block h-[0.75em] w-[0.75em] stroke-current stroke-[0.75]"><path d="M14.3349 13.3301V6.60645L5.47065 15.4707C5.21095 15.7304 4.78895 15.7304 4.52925 15.4707C4.26955 15.211 4.26955 14.789 4.52925 14.5293L13.3935 5.66504H6.66011C6.29284 5.66504 5.99507 5.36727 5.99507 5C5.99507 4.63273 6.29284 4.33496 6.66011 4.33496H14.9999L15.1337 4.34863C15.4369 4.41057 15.665 4.67857 15.665 5V13.3301C15.6649 13.6973 15.3672 13.9951 14.9999 13.9951C14.6327 13.9951 14.335 13.6973 14.3349 13.3301Z"></path></svg></a></p> <br></h1>
-

- アルミ鋳物と銅パイプのTIG溶接に成功!異種金属の溶接もMST Holdingsにお任せください!
- <h2 start="119" end="180">アルミ鋳物と銅パイプのTIG溶接に成功!異種金属の溶接もMST Holdingsにお任せください【大阪発・全国対応】</h2> <p start="182" end="311">金属溶接の現場では、「異種金属の溶接は難しい」「不可能に近い」と言われることが多々あります。特に、<strong start="231" end="245">アルミ鋳物と銅パイプ</strong>のような異なる特性を持つ金属同士の溶接は、従来ロウ付けや機械的な接合で対応するしかないケースも多く、失敗のリスクも高い技術領域です。</p> <p start="313" end="408">今回は、そんな難易度の高い案件に、**株式会社MST Holdings(大阪・和泉市/岸和田)**がチャレンジし、<strong start="370" end="393">TIG溶接にて高圧対応・漏れなしの結果</strong>を実現した実例をご紹介します。</p> <hr start="410" end="413"> <h3 start="415" end="431">◆ 異種金属の溶接とは?</h3> <p start="433" end="560">異種金属溶接とは、<strong start="442" end="465">異なる材質の金属同士を接合する溶接技術</strong>です。鉄とステンレス、アルミと銅、チタンと真鍮など、金属の組み合わせはさまざまですが、金属同士の<strong start="513" end="534">熱伝導性、膨張係数、融点、酸化特性</strong>の違いから、溶接条件の調整が非常にシビアになります。</p> <p start="562" end="602">中でも「アルミと銅」は、以下の理由から“非常に難しい異種金属溶接”のひとつです。</p> <ul start="604" end="717"> <li start="604" end="637"> <p start="606" end="637"><strong start="606" end="637">アルミ:熱伝導性が非常に高く、酸化皮膜が形成されやすい</strong></p> </li> <li start="638" end="664"> <p start="640" end="664"><strong start="640" end="664">銅:融点が高く、アルミより硬く溶けにくい</strong></p> </li> <li start="665" end="685"> <p start="667" end="685">金属間の<strong start="671" end="685">冶金的な結合が難しい</strong></p> </li> <li start="686" end="717"> <p start="688" end="717">熱による<strong start="692" end="710">ひずみ・クラック・ピンホール</strong>のリスクが高い</p> </li> </ul> <p start="719" end="765">こうした点から、一般的には溶接ではなく<strong start="738" end="746">ロウ付け</strong>などの方法で接合を試みるのが通例です。</p> <hr start="767" end="770"> <h3 start="772" end="798">◆ 現場の背景:DMG森精機様からの緊急相談</h3> <p start="800" end="837">今回の事例では、<strong start="808" end="830">DMG森精機様より夕方に突然のご相談</strong>が入りました。</p> <p start="839" end="886">「アルミ鋳物と銅パイプのロウ付けがうまくいかず、どうしても接合できない。どうにかならないか?」</p> <p start="888" end="962">通常であれば「その組み合わせは難しい」と即答される内容ですが、MST Holdingsでは**「まずは試してみる」という姿勢**を大切にしています。</p> <hr start="964" end="967"> <h3 start="969" end="993">◆ TIG溶接による初挑戦と技術的な工夫</h3> <p start="995" end="1038">本案件では、当社でも<strong start="1005" end="1027">初のアルミ鋳物×銅パイプのTIG溶接</strong>への挑戦となりました。</p> <h4 start="1040" end="1052">🔧 使用素材</h4> <ul start="1053" end="1088"> <li start="1053" end="1074"> <p start="1055" end="1074">アルミ鋳物(厚みあり・酸化皮膜が強い)</p> </li> <li start="1075" end="1088"> <p start="1077" end="1088">銅パイプ(比較的薄肉)</p> </li> </ul> <h4 start="1090" end="1111">🔧 TIG溶接時の工夫ポイント</h4> <ol start="1112" end="1368"> <li start="1112" end="1165"> <p start="1115" end="1165"><strong start="1115" end="1123">予熱管理</strong>:銅とアルミで熱吸収が大きく異なるため、適切な<strong start="1146" end="1154">予熱処理</strong>を行い、温度差を緩和。</p> </li> <li start="1166" end="1225"> <p start="1169" end="1225"><strong start="1169" end="1180">酸化皮膜の除去</strong>:アルミ鋳物側はグラインダーで酸化膜を除去し、フラックスなしでもアークが安定するよう処理。</p> </li> <li start="1226" end="1292"> <p start="1229" end="1292"><strong start="1229" end="1242">電流・電圧の最適化</strong>:片側が溶けすぎないよう、<strong start="1255" end="1265">パルスTIG</strong>と<strong start="1266" end="1280">手動による送りの調整</strong>を行い、溶け込みを制御。</p> </li> <li start="1293" end="1330"> <p start="1296" end="1330"><strong start="1296" end="1308">フィラー材の選定</strong>:適切な中間材を用いて金属間の橋渡しを実施。</p> </li> <li start="1331" end="1368"> <p start="1334" end="1368"><strong start="1334" end="1342">多層盛り</strong>:初層で結合を安定させ、徐々に肉盛りして応力を分散。</p> </li> </ol> <hr start="1370" end="1373"> <h3 start="1375" end="1401">◆ 圧力20kの試験にも耐えた完璧な仕上がり</h3> <p start="1403" end="1492">溶接後、<strong start="1407" end="1438">20kgf/cm²(約2MPa)という高圧での耐圧試験</strong>も実施。結果は<strong start="1445" end="1460">漏れなし・クラックなし</strong>の完璧な溶接仕上がりとなり、お客様にも大変ご満足いただけました。</p> <hr start="1494" end="1497"> <h3 start="1499" end="1528">◆ なぜMST Holdingsで対応できたのか?</h3> <p start="1530" end="1583">MST Holdingsがこうした高難易度の異種金属溶接にも対応できる理由は、以下の3つの強みがあります。</p> <h4 start="1585" end="1603">✅ 多様な溶接実績と技術力</h4> <p start="1604" end="1667">アルミ、鉄、ステンレス、マグネシウム、ハステロイ、銅、真鍮、インコネルなど、<strong start="1642" end="1658">あらゆる金属のTIG溶接</strong>に対応しています。</p> <h4 start="1669" end="1688">✅ 実験・試作の柔軟な対応力</h4> <p start="1689" end="1753">「難しいから無理」と断る前に、<strong start="1704" end="1721">まずやってみる、試してみる</strong>文化があります。試作から本製品対応まで、柔軟にサポート可能です。</p> <h4 start="1755" end="1774">✅ 国家資格保有者による溶接</h4> <p start="1775" end="1837">JIS資格を持つ熟練の溶接技術者が在籍しており、<strong start="1799" end="1816">一発勝負の現場対応力も万全</strong>。異種金属溶接にも真剣に向き合っています。</p> <hr start="1839" end="1842"> <h3 start="1844" end="1877">◆ 異種金属の溶接でお困りなら、MST Holdingsへ</h3> <p start="1879" end="1929">「異種金属だから断られた」<br start="1892" end="1895"> 「溶接でしか対応できない接合をしたい」<br start="1914" end="1917"> 「漏れが出て困っている」</p> <p start="1931" end="2052">そんなお悩みをお持ちの方は、ぜひ<strong start="1947" end="1967">株式会社MST Holdings</strong>にご相談ください。大阪を拠点に、<strong start="1983" end="1993">全国対応可能</strong>です。アルミ鋳物×銅パイプのような特殊な素材の組み合わせも、現物支給・図面支給・出張対応、すべて柔軟に対応いたします。</p> <hr start="2054" end="2057"> <h3 start="2059" end="2068">■ まとめ</h3> <p start="2070" end="2136">今回の事例では、「アルミ鋳物と銅パイプ」という異種金属同士を、<strong start="2101" end="2131">TIG溶接にて強固に接合し、高圧にも耐える品質を実現</strong>しました。</p> <p start="2138" end="2186">不可能だと思われていた組み合わせにも、経験と挑戦心をもって向き合うことで新しい技術が生まれます。</p> <p start="2188" end="2229">異種金属の溶接に関するご相談は、MST Holdingsへお気軽にご連絡ください。</p> <hr start="2231" end="2234"> <h3 start="2236" end="2250">📞 お問い合わせ先</h3> <p start="2252" end="2272"><strong start="2252" end="2272">株式会社MST Holdings</strong></p> <p start="2274" end="2330">【本社工場】大阪府岸和田市田治米町37番1<br start="2295" end="2298"> 📞 072-425-6913(8:00~17:00/祝日営業)</p> <p start="2332" end="2375">【和泉工場】大阪府和泉市浦田町402<br start="2350" end="2353"> 📞 090-5908-6091(担当直通)</p> <hr start="2377" end="2380"> <h3 start="2382" end="2404"><br></h3> <p start="2406" end="2502">#異種金属溶接 #アルミ鋳物 #銅パイプ溶接 #TIG溶接 #漏れない溶接 #試作対応 #高圧溶接 #大阪溶接会社 #出張溶接対応 #株式会社MSTHoldings #金属加工 #全国対応溶接</p>
-

- アルミフレームの電動自転車をアルミ溶接補修しました!アルミ溶接ならMST Holdingsへ!
- <h1 start="115" end="167">ヤマハ製アルミフレームの電動自転車をアルミ溶接補修しました|大阪の溶接ならMST Holdingsへ</h1> <p start="169" end="360">アルミ溶接補修のご相談をいただき、工場にてヤマハ製の<strong start="198" end="214">アルミフレーム電動自転車</strong>の溶接修理を実施しました。<br start="227" end="230"> 今回お預かりしたのは、メインフレーム部分が大きな衝撃によって破損してしまった電動アシスト自転車です。<br start="280" end="283"> お客様は、「ぶつかった衝撃でフレームが割れてしまったが、買い替えるにはまだもったいない。可能なら修理して乗りたい」とのことで、当社へご依頼くださいました。</p> <hr start="362" end="365"> <h2 start="367" end="401">ぶつかった衝撃でアルミフレームが破損。溶接部が“取れた”状態に</h2> <p start="403" end="570">現物を拝見すると、アルミフレームの溶接部がクラック(ひび割れ)ではなく、完全に剥がれ落ちてしまっていました。<br start="457" end="460"> アルミ溶接の痕跡を見ると、メーカー製造時のビードは強度を出すために十分な溶け込みを確保せず、見た目重視で薄く重ねたような仕上がりでした。これは、おそらく溶接による歪みを最小限に抑えるための設計思想なのかもしれません。</p> <p start="572" end="763">とはいえ、メインフレームが衝撃で折れてしまうのはユーザー目線ではショックですし、溶接屋としても考えさせられる案件でした。<br start="632" end="635"> アルミ溶接は、母材に十分に溶け込ませて強度を出すのが鉄則ですが、設計によっては「万が一の時にそこが先に破損して衝撃を逃がす」という意図があるケースもあります。<br start="714" end="717"> 「強度」「歪み」「コスト」「安全性」――ものづくりの現場の難しさを改めて実感した事例でした。</p> <hr start="765" end="768"> <h2 start="770" end="786">今回のアルミ溶接補修の手順</h2> <p start="788" end="837">当社では、こうした自転車のアルミフレーム補修も可能です。<br start="816" end="819"> 今回の補修は以下の流れで行いました。</p> <h3 start="839" end="853">1. 元の塗装を剥離</h3> <p start="854" end="946">まずは溶接予定部位の塗装を丁寧に剥がし、母材の状態を確認。<br start="883" end="886"> アルミは酸化皮膜が強く、塗装や汚れが残っていると溶接不良につながるため、母材の金属面が露出するまでしっかり剥離します。</p> <h3 start="948" end="966">2. 周辺の樹脂パーツを保護</h3> <p start="967" end="1018">フレーム近くに樹脂部品や配線があり、溶接熱で溶けてしまう可能性があったため、耐熱シートで保護しました。</p> <h3 start="1020" end="1030">3. 仮付け</h3> <p start="1031" end="1072">寸法や角度を確認しながら、仮付け溶接を行います。歪みが出ないよう慎重に位置合わせ。</p> <h3 start="1074" end="1087">4. 一層目の溶接</h3> <p start="1088" end="1149">母材にしっかり溶け込むように、一層目は「凹むくらい」までビードを沈めるイメージで溶接。<br start="1131" end="1134"> これで強度のベースを作ります。</p> <h3 start="1151" end="1162">5. 化粧盛り</h3> <p start="1163" end="1248">一層目の際からもともとのビードにつなぐように、ウィービングで脚長をしっかり出しながら化粧盛りしました。<br start="1215" end="1218"> 見た目も自然に仕上げ、違和感のない美しいビードを再現します。</p> <hr start="1250" end="1253"> <h2 start="1255" end="1277">補修後の強度は、母材が先に折れるほどに</h2> <p start="1279" end="1403">溶接が終わった後は、見た目もきれいで、強度的にも元の溶接部よりも強い仕上がりに。<br start="1319" end="1322"> 次に大きな衝撃が加わったとしても、溶接部ではなく母材が先に折れるほどの強度を出すことができました。<br start="1371" end="1374"> お客様にも「これで安心して乗れる」と喜んでいただけました。</p> <hr start="1405" end="1408"> <h2 start="1410" end="1438">アルミ溶接は難易度が高い作業。実績のある溶接業者へ</h2> <p start="1440" end="1526">アルミは熱伝導率が高く、溶けやすい反面、十分な溶け込みを得るのが難しい金属です。<br start="1480" end="1483"> また、熱歪みも大きく、見た目のきれいさと強度を両立させるには高い技術力が必要です。</p> <p start="1528" end="1653">当社、<strong start="1531" end="1551">株式会社MST Holdings</strong>では、大阪・和泉市・岸和田を拠点に、こうした難易度の高いアルミ溶接補修にも対応しています。<br start="1596" end="1599"> 電動自転車やオートバイのフレーム修理、アルミ製部品の肉盛り溶接、割れ・破断の補修など、豊富な実績があります。</p> <hr start="1655" end="1658"> <h2 start="1660" end="1680">出張溶接も可能。全国対応いたします</h2> <p start="1682" end="1811">また、当社では工場持ち込みの溶接だけでなく、<strong start="1704" end="1716">出張溶接サービス</strong>も行っております。<br start="1725" end="1728"> 設備の大型フレームや据え付けが難しい機械部品なども現地で対応可能です。<br start="1763" end="1766"> もちろん、今回のような自転車フレームも持ち込み可能ですので、お気軽にお問い合わせください。</p> <hr start="1813" end="1816"> <h2 start="1818" end="1849">まとめ|アルミフレームの補修もMST Holdingsへ</h2> <p start="1851" end="1957">アルミフレームの破損は「もう買い替えるしかない」と諦めてしまう方が多いですが、実は溶接補修で十分に使い続けられるケースも少なくありません。<br start="1920" end="1923"> 溶接屋の技術力によっては、元の強度以上に仕上げることも可能です。</p> <p start="1959" end="1989">アルミ溶接にお困りの方は、ぜひ一度当社にご相談ください。</p> <hr start="1991" end="1994"> <p start="1996" end="2076">✅ <strong start="1998" end="2028">アルミ溶接なら、株式会社MST Holdingsへ!</strong><br start="2028" end="2031"> ✅ 大阪・和泉市・岸和田から全国対応!<br start="2050" end="2053"> ✅ 電動自転車のアルミフレーム補修もOK!</p> <hr start="2078" end="2081"> <h3 start="2083" end="2094">お問い合わせ先</h3> <p start="2095" end="2205"><strong start="2095" end="2115">株式会社MST Holdings</strong><br start="2115" end="2118"> 大阪府岸和田市田治米町37番1<br start="2133" end="2136"> TEL:072-425-6913<br start="2152" end="2155"> 営業時間:8:00~17:00(祝日も営業)<br start="2177" end="2180"> 和泉市工場も稼働中!<br start="2190" end="2193"> お気軽にお電話ください。</p> <hr start="2207" end="2210"> <h3 start="2212" end="2223">関連キーワード</h3> <p start="2224" end="2307">#株式会社MSTHoldings<br start="2240" end="2243"> #アルミ溶接<br start="2249" end="2252"> #アルミフレーム<br start="2260" end="2263"> #電動自転車<br start="2269" end="2272"> #自転車補修<br start="2278" end="2281"> #アルミ溶接補修<br start="2289" end="2292"> #溶接修理<br start="2297" end="2300"> #大阪溶接</p> <hr start="2309" end="2312"> <p start="2314" end="2349"><strong start="2314" end="2349">アルミ溶接のプロが、あなたの大切な自転車をもう一度走らせます!</strong></p>
-
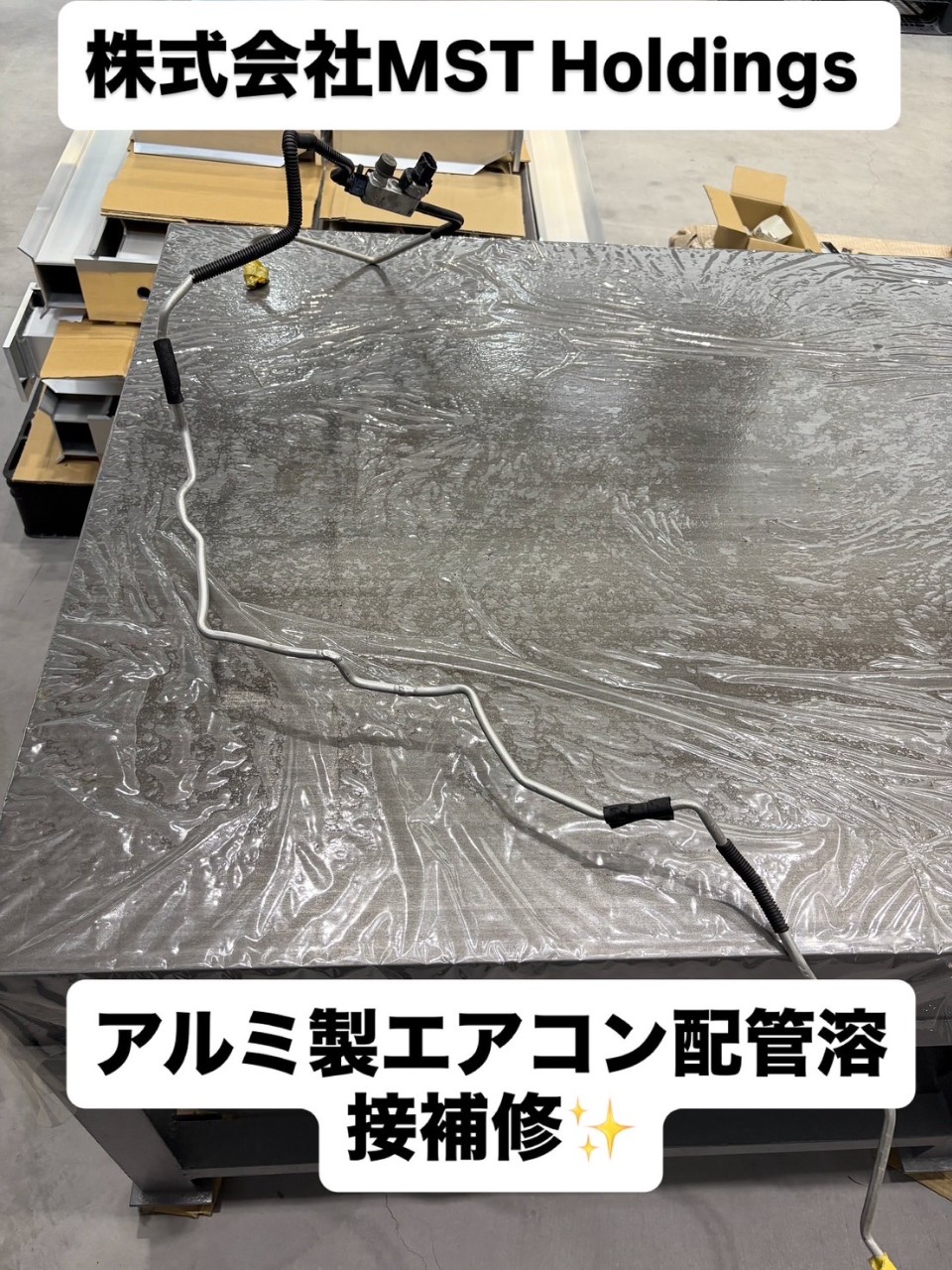
- アルミ製エアコン配管の溶接補修なら、大阪の株式会社MST Holdingsにお任せください!
- <p start="107" end="159"><strong start="109" end="159">アルミ製エアコン配管の溶接補修なら、大阪の株式会社MST Holdingsにお任せください!</strong></p> <p start="161" end="290">大阪市内のお客様から、アルミ製エアコン配管(クーラーパイプ)の溶接補修をご依頼いただきました😃‼️<br start="211" end="214"> 車種は、すでにメーカーが部品を製造していない「マジェスタ」のクーラーパイプ。走行中にエアコンが効かず、点検してみるとパイプに穴が空いていたそうです。</p> <p start="292" end="424">本来なら新品交換が望ましいですが、メーカーも純正部品の供給を終了しており、修理以外に選択肢がありません。<br start="344" end="347"> そこで近所の鉄工所に持ち込まれたそうですが、「穴を埋めてほしいだけ」だったのに、逆にパイプがちぎれて返ってきてしまい、とても困っておられたとのこと😱</p> <p start="426" end="585">当社では、アルミ溶接のプロとして、元々の形状通りにしっかりと肉盛り溶接し、強度を確保。さらに、他の曲がり部分のすり減っていた箇所も同時に肉盛り補修して、安心してお使いいただける状態に仕上げました🤩<br start="525" end="528"> 仕上がりを見てお客様も大変喜ばれ、「こんなにきれいに直ると思わなかった!」と笑顔でお帰りいただきました😆👍</p> <hr start="587" end="590"> <h3 start="592" end="615">🌟 アルミ溶接での配管修理は難しい?</h3> <p start="616" end="733">アルミは軽くて加工しやすい金属ですが、溶接時に熱が逃げやすく、溶接技術が低いとすぐに割れたり穴が大きくなったりしてしまいます。<br start="679" end="682"> 今回のように「ただ穴を埋めるだけのつもりが、逆にダメになった」というトラブルは実際によく聞きます。</p> <p start="735" end="874">当社【株式会社MST Holdings】では、アルミ溶接に特化した設備と熟練の技術を持ち、薄肉パイプの肉盛り溶接や、複雑な曲げ配管の補修も可能です。<br start="809" end="812"> エアコン配管、クーラーパイプ、オイルパイプなど、部品供給が終わった車や産業設備の修理でお困りの方は、ぜひ一度ご相談ください。</p> <hr start="876" end="879"> <h3 start="881" end="892">🌟 対応事例</h3> <p start="893" end="976">✅ 自動車のエアコン配管の穴埋め補修<br start="911" end="914"> ✅ 建設機械のアルミ配管肉盛り補強<br start="931" end="934"> ✅ 古い設備のクーラー配管の再生溶接<br start="952" end="955"> ✅ 曲げパイプのすり減り部の肉盛り修正</p> <p start="978" end="1024">「新品が手に入らない」「コストを抑えて修理したい」というニーズに、確かな技術でお応えします。</p> <hr start="1026" end="1029"> <h3 start="1031" end="1066">🌟 アルミ溶接でお困りなら株式会社MST Holdingsへ</h3> <p start="1067" end="1159">当社は大阪を拠点に、全国のお客様からご相談をいただいております。<br start="1099" end="1102"> アルミ、ステンレス、鉄など、さまざまな金属に対応可能。特にアルミは他社で断られた案件も多くお任せいただいています。</p> <p start="1161" end="1196">アルミ溶接でお困りの際は、ぜひお気軽にお問い合わせください☺️☀️</p> <hr start="1198" end="1201"> <h3 start="1203" end="1216">🪛 ハッシュタグ</h3> <p start="1217" end="1330">#株式会社MSTHoldings<br start="1233" end="1236"> #アルミ溶接<br start="1242" end="1245"> #アルミ配管修理<br start="1253" end="1256"> #エアコン配管補修<br start="1265" end="1268"> #クーラーパイプ修理<br start="1278" end="1281"> #パイプ肉盛り<br start="1288" end="1291"> #アルミパイプ補修<br start="1300" end="1303"> #大阪溶接<br start="1308" end="1311"> #マジェスタ<br start="1317" end="1320"> #自動車配管補修</p>
-

- 純銅の肉盛りTIG溶接補修なら株式会社MST Holdings|高難度な銅溶接に対応します!
- <h1 start="133" end="180">純銅の肉盛りTIG溶接補修なら株式会社MST Holdings|高難度な銅溶接に対応します</h1> <p start="182" end="345">純銅は、優れた電気伝導性や熱伝導性を持つ金属で、産業機械や電気設備、放熱部品などさまざまな場面で使用されています。しかしその一方で、純銅の溶接は非常に難易度が高く、施工には専門知識と高い技術力が求められます。特に、割れの補修や肉盛り溶接を伴う作業は、一般的な溶接業者では断られるケースも少なくありません。</p> <p start="347" end="459">株式会社MST Holdingsでは、<strong start="366" end="383">純銅のTIG肉盛り溶接補修</strong>をはじめ、難加工材の溶接に数多くの実績があります。本記事では、純銅の溶接が難しい理由や当社の対応事例、作業のポイント、費用対効果などを詳しく解説します。</p> <hr start="461" end="464"> <h2 start="466" end="480">純銅の溶接が難しい理由</h2> <p start="482" end="614">純銅は熱伝導率が非常に高いため、溶接中に周囲に熱がどんどん逃げていきます。そのため、溶接する部位を十分に加熱しても、母材の温度が保たれず溶融が安定しないのです。さらに、冷却速度が速いため、溶接部がすぐに固まりクラック(割れ)が発生しやすいという難点もあります。</p> <p start="616" end="645">その結果、純銅を溶接する際には以下のような対策が必要です。</p> <ul start="647" end="747"> <li start="647" end="669"> <p start="649" end="669"><strong start="649" end="669">母材の十分な予熱(300℃前後)</strong></p> </li> <li start="670" end="705"> <p start="672" end="705">溶接中も温度を維持するために<strong start="686" end="705">ガスバーナーで炙りながらの作業</strong></p> </li> <li start="706" end="726"> <p start="708" end="726">TIGトーチとガスバーナーの交互作業</p> </li> <li start="727" end="747"> <p start="729" end="747">休憩ができないため複数人のチーム体制</p> </li> </ul> <p start="749" end="788">こうした特殊な条件がそろわなければ、強度のある肉盛り溶接や補修は難しいのです。</p> <hr start="790" end="793"> <h2 start="795" end="815">当社の純銅TIG肉盛り溶接補修事例</h2> <p start="817" end="929">あるお客様から、<strong start="825" end="850">純銅の塊部材に発生した割れ部からの漏れ補修</strong>のご依頼をいただきました。この部材は、スクラップにしても300万円以上の価値がある高価なもので、新品を製作し直すとさらに高額になると予想される重要部品でした。</p> <p start="931" end="952">当社では、以下のような手順で対応しました。</p> <h3 start="954" end="972">1. 現地調査・温度管理計画</h3> <p start="973" end="1075">現物の割れの状態や母材の形状、厚み、使用環境を確認し、最適な溶接条件を算出します。今回は厚みが大きく、非常に強い熱拡散が見込まれるため、アセチレンバーナーによる<strong start="1053" end="1064">予熱と温度維持</strong>が重要と判断しました。</p> <h3 start="1077" end="1091">2. 予熱・温度監視</h3> <p start="1092" end="1153">溶接開始前に300℃程度までじっくりと予熱します。温度計で常時母材温度をモニタリングし、溶接中もバーナーで補助加熱します。</p> <h3 start="1155" end="1170">3. TIG肉盛り溶接</h3> <p start="1171" end="1282">純銅対応の溶加棒を使用し、母材の温度が落ちないようにトーチワークとバーナーワークを交互に行います。温度が下がりすぎるとクラックが入るリスクが高まるため、溶接中は休憩できず、チームメンバーが交代でバーナー作業を担当しました。</p> <h3 start="1284" end="1301">4. クラック防止と仕上げ</h3> <p start="1302" end="1354">溶接完了後も急冷しないよう、ゆっくりと冷却するように工夫。歪みや内部欠陥がないか最終検査を実施しました。</p> <hr start="1356" end="1359"> <h2 start="1361" end="1378">夏場の作業環境と技術者の努力</h2> <p start="1380" end="1544">夏場の溶接作業は、気温が高い分母材温度を維持しやすいというメリットがあります。しかし、その分作業者への負担は増し、汗だくになりながらの作業です。炎天下の中、ガスとトーチの熱気に囲まれながらの作業は想像以上に過酷ですが、お客様の「新品を作り直さずに補修したい」というご要望に応えるべく、当社の技術者が一丸となって作業に当たります。</p> <hr start="1546" end="1549"> <h2 start="1551" end="1570">補修のメリット|費用対効果が抜群</h2> <p start="1572" end="1667">純銅部品を新品で製作し直すと、材料費や加工費で数百万円に及ぶ場合があります。一方、既存品を肉盛り溶接補修することで、費用は新品の<strong start="1636" end="1650">1/3〜1/10程度</strong>に抑えられるケースがほとんどです。</p> <p start="1669" end="1743">また、廃棄物の削減や短納期対応も補修の大きなメリットです。産業界のサステナブルなモノづくりの観点からも、補修技術は非常に価値が高い選択肢となります。</p> <hr start="1745" end="1748"> <h2 start="1750" end="1772">MST Holdingsが選ばれる理由</h2> <p start="1774" end="1891">株式会社MST Holdingsは、大阪府和泉市・岸和田市に拠点を構える金属加工・溶接の専門集団です。特に、アルミ、ステンレス、真鍮、チタン、インコネル、ハステロイなどの難加工材の溶接に強みを持ち、全国からご依頼をいただいております。</p> <p start="1893" end="1927">以下の理由から、純銅溶接においても多くのお客様から支持されています。</p> <p start="1929" end="2000">✅ 難溶接材の豊富な実績<br start="1941" end="1944"> ✅ 国家資格保有者による高品質な施工<br start="1962" end="1965"> ✅ 短納期・出張対応も可能<br start="1978" end="1981"> ✅ お客様のコスト削減と設備延命に貢献</p> <hr start="2002" end="2005"> <h2 start="2007" end="2035">まとめ|純銅の肉盛り溶接でお困りならご相談ください</h2> <p start="2037" end="2137">純銅の割れや漏れの補修は、非常に難易度が高く専門性が求められるため、施工できる業者が限られます。しかし当社では、こうした高難度案件も積極的にお受けし、豊富な経験と確かな技術でお客様の設備を蘇らせます。</p> <p start="2139" end="2206">新品製作の高額なコストや長納期に悩む前に、ぜひ一度当社にご相談ください。現地調査・お見積りは無料です。大阪を拠点に、全国対応可能です。</p> <hr start="2208" end="2211"> <h2 start="2213" end="2226">お問い合わせはこちら</h2> <div>【本社】</div><div>〒596-0805</div><div>大阪府岸和田市田治米町37番1</div><div><br></div><div>【第二工場】</div><div>〒594-1103</div><div>大阪府和泉市浦田町402番地</div><div><br></div><div>大阪でアルミ溶接・ステンレス溶接なら【株式会社MST Holdings】へ。溶接加工ならどこにも負けません!全国どこにいても対応可能です。お気軽にお問い合わせください。</div><div><br></div><div>MOBILE090-5908-6091</div><div><br></div><div>TEL / FAX0724-25-6913</div><div><br></div><div>※営業電話はお断りしております</div><div>【定休日】日曜日【営業時間】8:00~19:00</div><div>https://mstweldingfactory.com/</div> <p start="2228" end="2366"><br><a start="2340" end="2366" rel="noopener"></a></p>
-

- 真鍮の南京錠のTig溶接で溶接加工させていただきました!!
- <div>真鍮の南京錠🔐の引っかかり部分が折れたので真鍮溶接補修して欲しいとの事で連絡が来ました‼️</div><div>新しい南京錠を買う方が安いですよと伝えたのですが、お爺さんが今まで使用していた南京錠じゃないと嫌や‼️って事でわざわざ新品を購入してきて新品を切断し、古い方の南京錠にtig溶接で移植しました😊‼️</div><div>やはり今まで使用していた南京錠に思い入れがあるんだなって感じたのでお受けしました👌</div><div>人それぞれ思い入れのある物の溶接補修ができた時の感謝されたときが1番ものづくりしていて良かったなと思えました🫡</div><div>ありがとうございました😊</div><div><br></div><div>#株式会社MSTHoldings</div><div>#真鍮溶接</div><div>#tig溶接</div><div>#溶接加工</div><div>#溶接補修</div><div>#リペア</div><div>#大阪</div>
-

- 装置の断検リングのろう付け(真鍮と鉄)の異種金属の溶接加工をさせていただきました.
- <div>装置の断検リングのろう付け(真鍮と鉄)の異種金属の溶接加工をさせていただきました☺️</div><div> </div><div><br></div><div><br></div><div><br></div><div>#株式会社MSTHoldings</div><div>#真鍮</div><div>#鉄</div><div>#ろう付け</div><div>#アルミ溶接</div><div>#岸和田</div><div>#和泉</div><div>#大阪</div>
-

- 真鍮のシールド製作依頼です!
- <div>真鍮のシールド四つ製作依頼です🤩</div><div>アメリカから輸入をしてたみたいですが、国内でどないか作れないかと相談がきてやってみます‼️から始まり採寸、材料、溶接、機械加工、バフ研磨まで一貫してお受けしました😁</div><div>量産体制入ってもらえたら嬉しいです😃</div><div>真鍮のtig溶接のお仕事も最近多く、真鍮のtig溶接屋にも力を入れていけたらと思います🥺</div><div>誰もがあんまし手が出せないお仕事に特化していきます☺️👌</div><div><br></div><div>#株式会社MSTHoldings</div><div>#真鍮</div><div>#真鍮のtig溶接</div><div>#特殊溶接</div><div>#溶接</div><div>#機械加工</div><div>#ろう付け</div><div>#バフ研磨</div><div>#挑戦</div>