





 もともとステンレス製で製作していたみたいですが、本当はアルミの方が性能がいいらしく、試作で一台作って欲しいとゆう事でアルミ製試作器のご依頼でした
もともとステンレス製で製作していたみたいですが、本当はアルミの方が性能がいいらしく、試作で一台作って欲しいとゆう事でアルミ製試作器のご依頼でした-
最近の投稿
アーカイブ
カテゴリー
投稿日カレンダー
月別アーカイブ : 2025年3月
ワンオフ製作のアルミ製マニホールドの熔接依頼 がきました!
ワンオフ製作のアルミ製マニホールドの熔
↓のお問い合わせ内容
はじめまして、福岡県で主に競技用自動車の改造、自転車トレーニ
■■代表の■■と申します。
現在、製作中のデモ車両ワンオフ製作のアルミ製マニホールドの熔
当初はファンネル材質が不明な為にマグナ55溶加棒を使って自分
作業内容としては4気筒エンジンの社外市販マニ(鋳造物)⇒中間
現在、差し込み部にホーローネジで仮止め状態、フランジ接合部に
お忙しいところ申し訳ありませんが返答を宜しくお願い致します。
■■代表の■■と申します。
現在、製作中のデモ車両ワンオフ製作のアルミ製マニホールドの熔
当初はファンネル材質が不明な為にマグナ55溶加棒を使って自分
作業内容としては4気筒エンジンの社外市販マニ(鋳造物)⇒中間
現在、差し込み部にホーローネジで仮止め状態、フランジ接合部に
お忙しいところ申し訳ありませんが返答を宜しくお願い致します。
と連絡がきてご自分でも溶接ができると言うことでしたが、難しい美観が必要との事でMSTさんにきめました。と言われ緊張しました!
アルミ鋳物とアルミ材質不明とアルミA5083の溶接だったのでお客様にマグナ55の溶接棒を御支給頂き、初めて使用する溶接棒だった為、最初は捨て材にビードをつけてみました。
僕の使用した感覚ではA4043の感覚ににていて、溶接棒を多く入れているつもりでしたが、余盛が少なかった。
アルミ溶接後5083の厚板の方が2mm位歪が発生し、歪取りを施し0,1か0,2mm位に仕上げました。
アルミの溶接は溶接棒、アルミの種類によりし易さがかわり奥が深いです。
アルミの溶接の事なら株式会社MSTHoldingsへ!
#アルミ溶接
#ワンオフ
#ファンネル
#マグナ55
#株式会社MSTHoldings
#大阪
#鋳物
#5083





装置のSS400の製缶加工品を製作させていただきました。
SS400の製缶品を材料~溶接~機械加工までお受けさせていただきました!
交差のある部分は板厚をワンランクアップし、半自動溶接とTig溶接で溶接加工し、最後に交差入っているところをフライス加工しました。弊社では、アルミ溶接加工を軸にステンレス溶接加工、鉄の溶接加工、マシニング加工、旋盤加工をさせていただきます!大阪、岸和田市、和泉市で製缶、板金加工をお探しなら株式会社MSTHoldingsへ!

アルミ中厚のTig溶接でアルミ溶接加工しました!大阪府岸和田市田治米町37‐1(株式会社MSTHoldings)
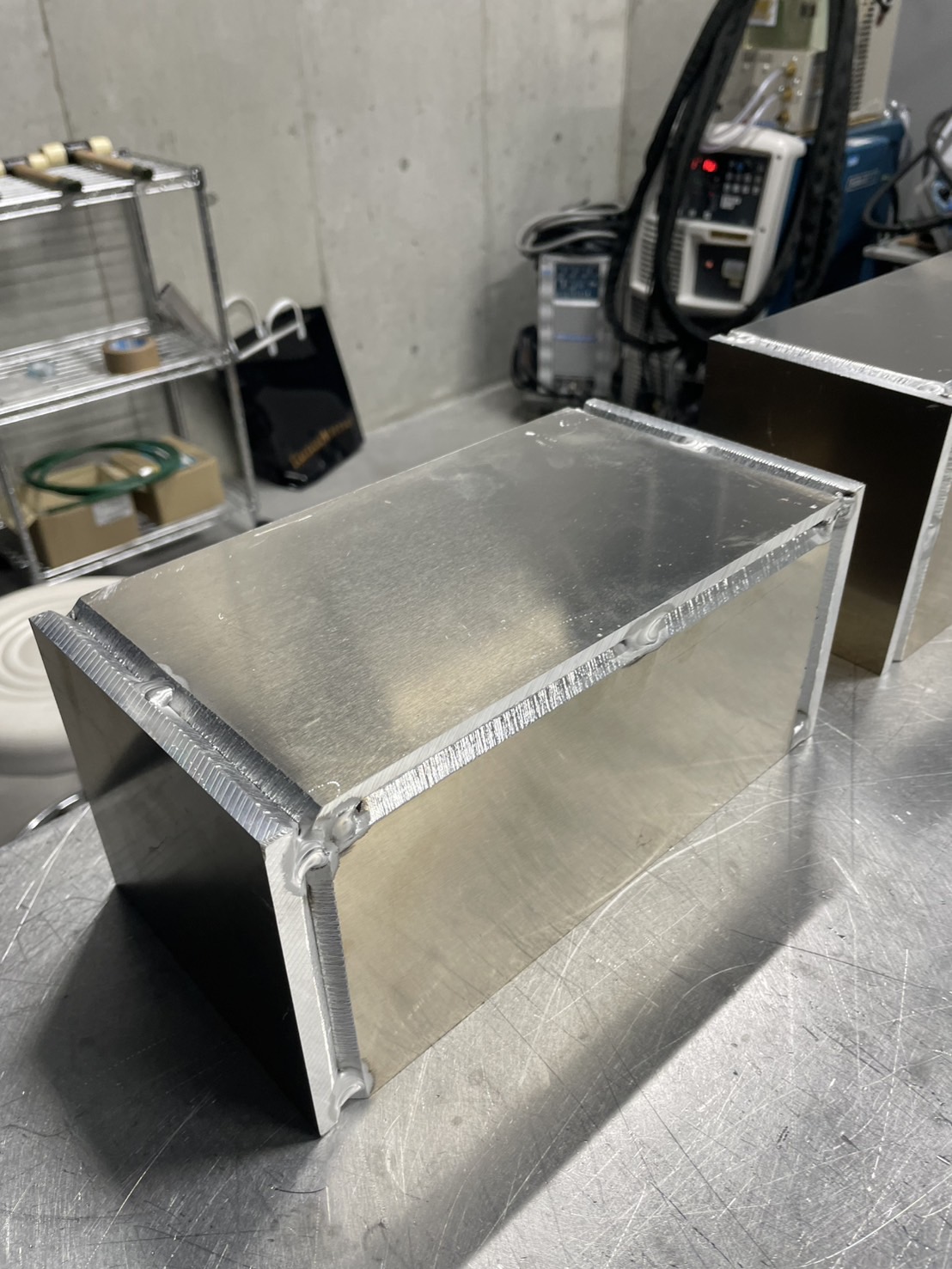
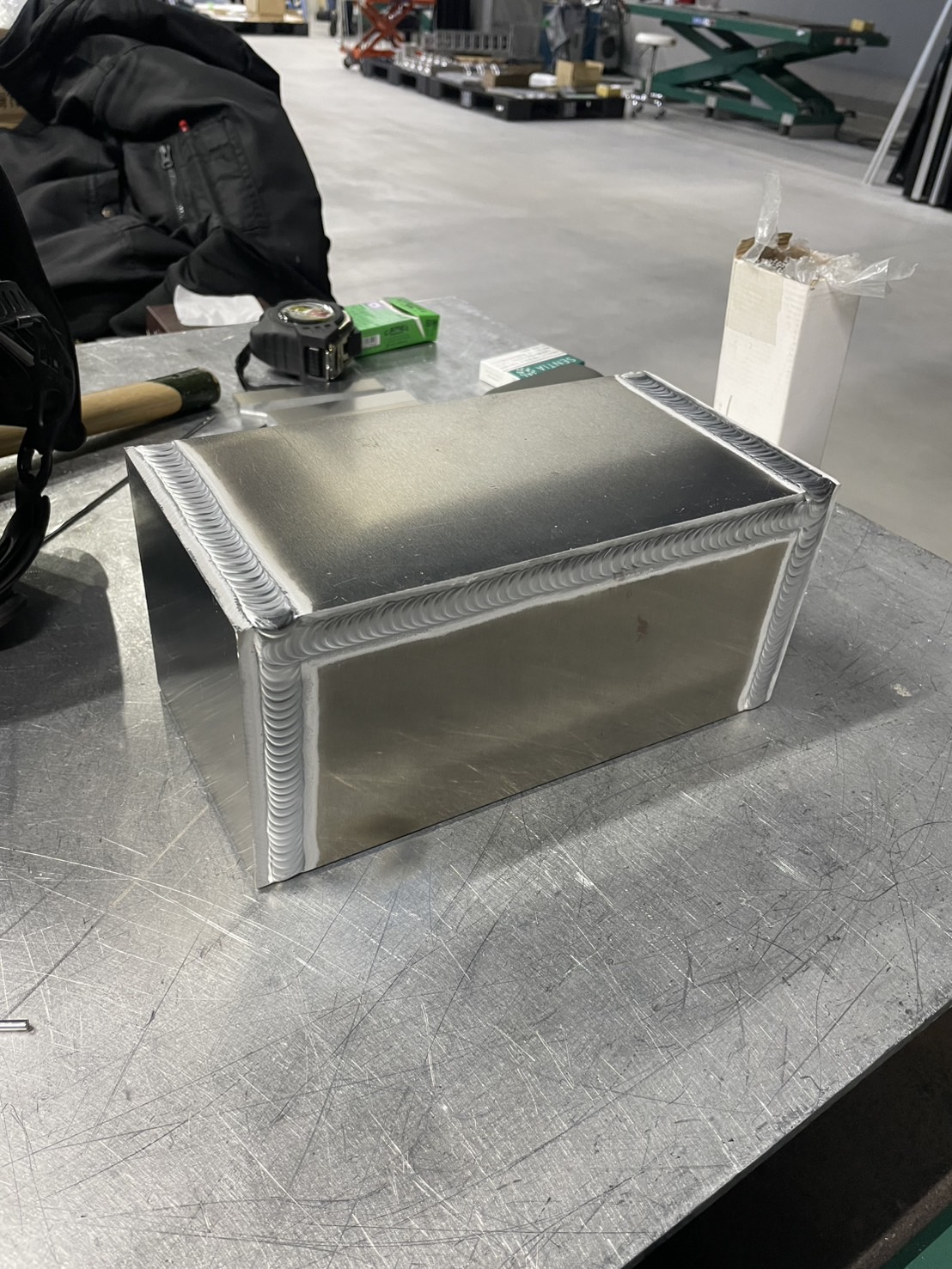
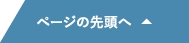
 装置のアルミ部品をアルミ溶接加工しました!もともとアルミの鋳物で製作していたらしいのですが、二つとゆうことでアルミ溶接構造の製缶で製作してほしいとのご依頼でした!この後フライス加工が入る為、板厚を2mmずつアップしている為、5Cの開先加工を施工しました。弊社ではプラズマジェットTigのA500PのTig溶接機も設備としてあいますのでアルミの中厚、厚板のアルミ溶接も可能です。アルミ溶接、機械加工の事なら株式会社MSTHoldingsへ!!
装置のアルミ部品をアルミ溶接加工しました!もともとアルミの鋳物で製作していたらしいのですが、二つとゆうことでアルミ溶接構造の製缶で製作してほしいとのご依頼でした!この後フライス加工が入る為、板厚を2mmずつアップしている為、5Cの開先加工を施工しました。弊社ではプラズマジェットTigのA500PのTig溶接機も設備としてあいますのでアルミの中厚、厚板のアルミ溶接も可能です。アルミ溶接、機械加工の事なら株式会社MSTHoldingsへ!!
アルミ溶接(Tig溶接、Mig溶接)の事なら大阪府岸和田、和泉、南大阪の株式会社MSTHoldingsへ!
アルミ溶接は、アルミニウム材料を結合するための溶接プロセスです。アルミニウムは軽量で耐食性があり、多くの産業で使用されていますが、その溶接は他の金属と比べていくつかの特別な注意が必要です。
一般的なアルミ溶接の方法には、以下のようなものがあります:
- TIG(ガスタングステンアーク溶接): これは最も一般的で、高品質なアルミ溶接を実現する方法です。この方法では、非消耗性のタングステン電極を使用してアークを作り、その周囲に保護ガスを供給して溶融プールを形成し、アルミニウムを溶接します。
- MIG(金属活性ガス溶接): MIG溶接は、TIG溶接よりも高速であり、自動化や大量生産に適しています。アルミニウム専用のMIG溶接機には、特殊な供給システムが備わっており、アルミニウム専用の溶接ワイヤーとガスが使用されます。
- 溶接ワイヤー溶接: これは一般的な溶接プロセスで、アルミニウム溶接用の特別な溶接ワイヤーと、それに適したフラックスまたはガスが使用されます。これは比較的低コストで手軽に利用できますが、品質はTIGやMIGに比べてやや劣る場合があります。
アルミ溶接は、他の金属と比較して、溶融温度が低く、熱伝導率が高いため、技術や設備の適切な調整が重要です。また、酸化皮膜の除去や適切な溶接ガスの選択も重要です。
アルミ溶接なら株式会社MST Holdingsへ。